
Un buque o estructura diseñada para desempeñar su vida útil en el mar está evocada a la corrosión, por ello, se recurre a una serie de tratamientos y pinturas sobre la obra viva para mantener así, unas condiciones óptimas de trabajo y seguridad de la estructura durante el periodo más largo de tiempo posible.
Índice
- 1-Corrosión
- 2-Contaminantes
- 3-Preparación de la Superficie del Buque para el Pintado
- 3.1-Aplicación de Disolventes (Desengrasado)
- 3.2-Exposición a la Intemperie para eliminar Cascarilla
- 3.3-Preparación Mecánica
- 3.4-Chorreado Húmedo
- 3.4.1-Con Agua a Presión
- 3.4.2-Con abrasivo Húmedo
- 3.5-Tipos de Abrasivos
- 3.6-Rugosidad de la Superficie
- 3.7- Acabado Superficial
- 3.8-Limpieza de superficie por Llama
- 3.9-Limpieza por Ácidos
- 4-Bibliografía:
1-Corrosión
Un buque o estructura diseñada para desempeñar su vida útil en el mar está avocada a la oxidación, por ello, se recurre a una serie de tratamientos y pinturas sobre la obra viva para mantener unas condiciones óptimas de trabajo y seguridad de la estructura durante el periodo más largo de tiempo posible. Actualmente un buque mercante medio necesita tratamiento de obra viva cada 5 años aproximadamente.
El tema de la Corrosión ya fue iniciada en el artículo Corrosión y Protección Catódica desde una visión microscópica de las reacciones de oxidación mucho más profunda que el que se desarrollará en este artículo. En los siguientes puntos, nos centraremos en las causas que originan la corrosión en el casco del buque y posteriormente su tratamiento de limpieza.
1.1-Definición de la Corrosión
Se entiende como Corrosión, a la reacción de un metal o una aleación con el medio o ambiente , teniendo como resultado su deterioro o destrucción.
Los fenómenos de corrosión pueden clasificarse de acuerdo con muy variados criterios:
• Morfología de ataque: uniforme, localizado, intergranular,…
• Medio atacante: corrosión por ácidos, aerobia, atmosférica,…
•Acciones físicas que junto con las químicas motivan el deterioro: bajo tensión, por fatiga, por cavitación,…
• Mecanismos de reacción: oxidación directa o electroquímica.
1.2-Factores de Corrosión
- Metales diferentes: Deben entrar en contacto metales diferentes, es decir para que se produzca una corrosión uno de los metales se debe comportar como ánodo(se oxida) y otro como cátodo(se reduce),dependiendo del potencial eléctrico de dichos metales.
- Heterogeneidad del metal:
- Los metales según su constitución interna de fases pueden ser;
- Monofásicas: con una concentración uniforme, evitando así la corrosión(el concepto uniforme es algo ideal debido a que los metales son imperfectos), o no uniforme generando con el tiempo corrosión.
- Bifásicas: es decir, las fases del propio metal contiene diferencias de potencial que inevitablemente acaba manifestando signos de corrosión
- Los metales según su acabado superficial pueden manifestar mayor o menor grado de corrosión, si este contiene virutas, ralladuras o cualquier defecto que modifique la capa superficial del metal provocará corrosión, aunque pulamos o limemos la corrosión siempre se manifestará debido a que los metales no son perfectos, solo podemos controlar la velocidad de corrosión.
- Los metales según su constitución interna de fases pueden ser;
- Deformaciones mecánicas: Todas las herramientas o tratamientos para el acabado superficial cortan el grano del metal favoreciendo la corrosión del metal.
Los átomos superficiales del metal al ser cortados, limados o tratados en definitiva cambiarán su comportamiento en lo que a potencial se refiere.
Los átomos que componen el metal en la capa más superficial se comportan como ánodo(se oxidan) y los granos internos se comportan como cátodo, produciéndose una corrosión a nivel microscópico.
- Tensiones Internas: Las tensiones a las que se ve sometido el metal en frío generan una deformación en el metal, esta parte deformada se comportará como ánodo y la parte no deformada como cátodo.
1.3-Conjunto de Causas que Corrosionan el Casco
Generalmente las siguientes acciones son las principales culpables de la corrosión del buque, aunque estos varían según las propiedades del medio marino, propiedades que se desarrollarán en el punto 1.4.
1.3.1-Corrosión-Fricción
La corrosión por fricción (Fretting – Corrosion) es el deterioro producido en la intercara entre dos superficies en contacto, una de ellas metálica en contacto con aire con cierto grado de humedad, cuando tiene lugar un desplazamiento relativo, aunque sea mínimo de una respecto a la otra, se produce este tipo de corrosión.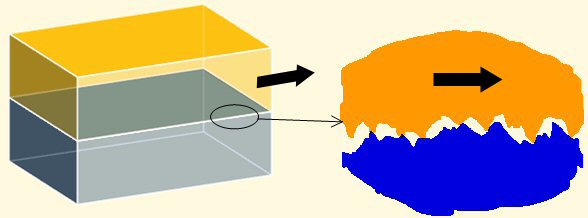
Si ampliamos a escala microscópica observaríamos que la corrosión por fricción no se realiza de forma uniforme, sino que solo se produce en determinados puntos (un cierto % de la superficie). El proceso de corrosión se produce de la siguiente manera.
En primer lugar imaginemos la unión de dos chapas del casco que por vibración se produce un movimiento relativo entre ellas, en ese momento se produce un levantamiento de partículas de productos sólidos provenientes de productos oxidados. En segundo lugar esas zonas al quedar limpias de capa protectora, favorece la corrosión electroquímica por despolarización anódica y catódica, esto genera de nuevo partículas sólidas de óxido en la zona que finalmente se desprende de nuevo por fricción.
Nota*: La corrosión por fricción, inicialmente origina picaduras que pueden acabar generando grietas en el material por el sumatorio de corrosión + fatiga.
Factores que influyen en la corrosión por fricción:
- Agresividad del medio
- Carácter abrasivo de las partículas desprendidas
- Frecuencia de la vibración
- Número de ciclos
- Longitud del desplazamiento
- Carga aplicada
Como métodos de prevención de la corrosión por fricción podemos seguir las siguientes recomendaciones:
- Evitar en la medida de los posible el desplazamiento de una superficie con la otra, esto se consigue aumentando la carga o la rugosidad (mayor coeficiente de rozamiento de las intercaras)
- En caso de no poder reducir el desplazamiento, se debe intentar reducir la carga.
- Tratar de que la zona de contacto sea entre un metal duro y otro blanco para evitar la entrada de aire en la intercara y que este acelere el proceso de corrosión. Como punto negativo mencionar que se puede producir deformación por cizalladura (no es recomendable poner en contacto superficies de Inox)
- Emplear lubricantes. Esta medida es la más empleada, las zonas de contacto se tratan generalmente con un fosfatado y sobre el un aceite de muy baja viscosidad. (Este método es efectivo cuando las cargas no son muy elevadas)
- Aplicar un polímero en las intercaras (teflón por ejemplo), esto evita el contacto directo entre superficies y reduce el desplazamiento; otra opción es inyectar un metal de bajo punto de fusión. Este sistema como el punto anterior es recomendable para superficies sometidas a cargas reducidas.
1.3.2-Corrosión-Erosión
La erosión quizá sea la corrosión que más afecta al casco ya que se define como al deterioro causado por fluidos con o sin sólidos en suspensión que se desplazan por encima de un cierto valor umbral de velocidad sobre una superficie metálica.
Cuanto mayor es la velocidad del fluido, mayor es el ataque de la corrosión sobre el material, ya que produce el levantamiento de capas protectoras por erosión e incluso de material metálico.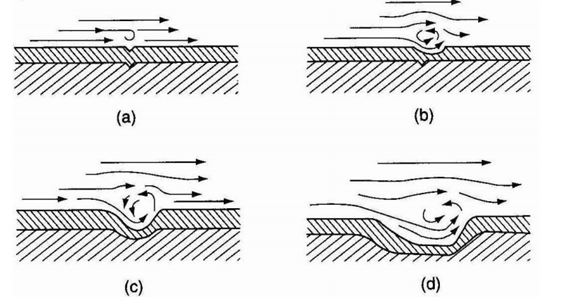
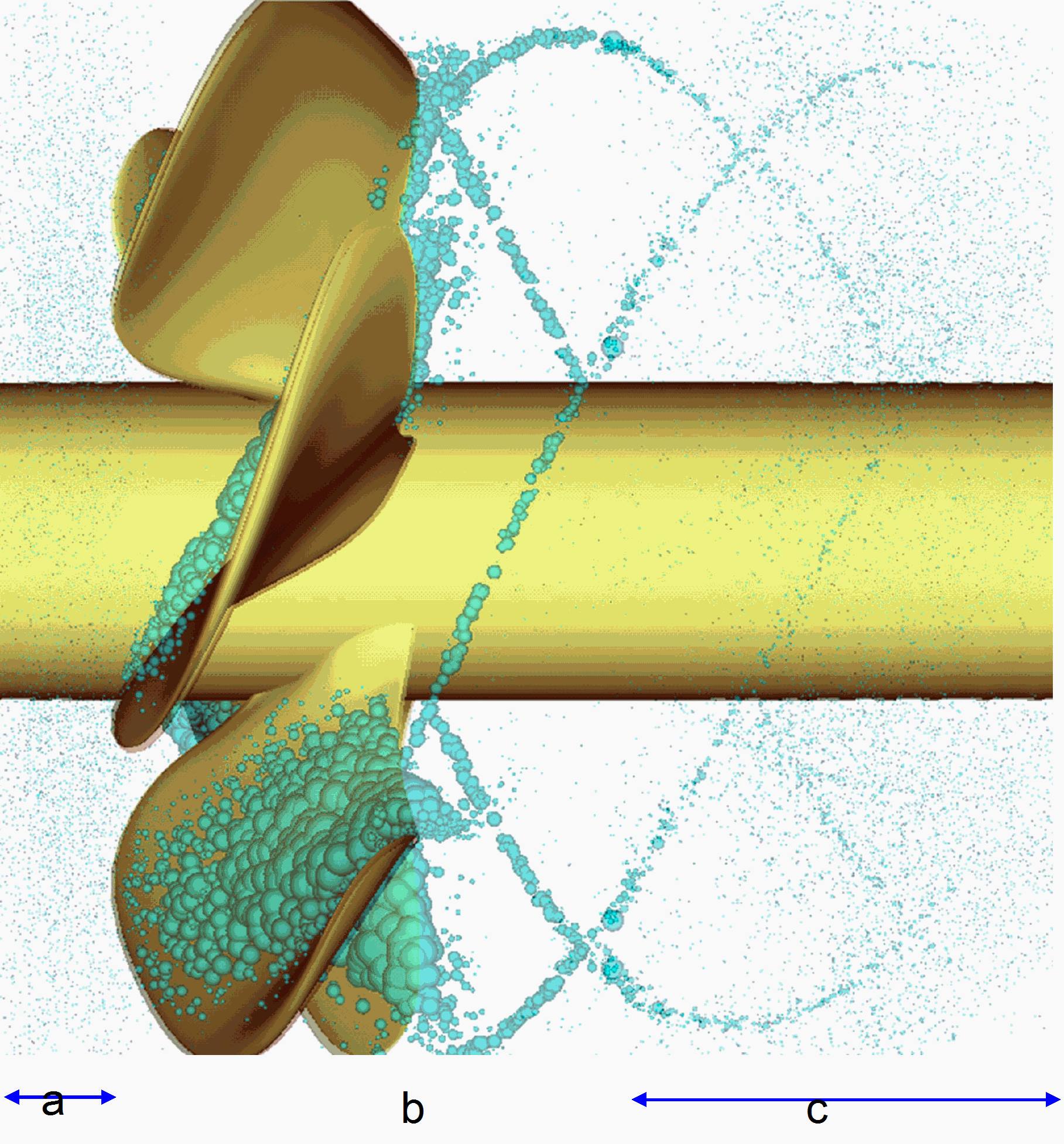
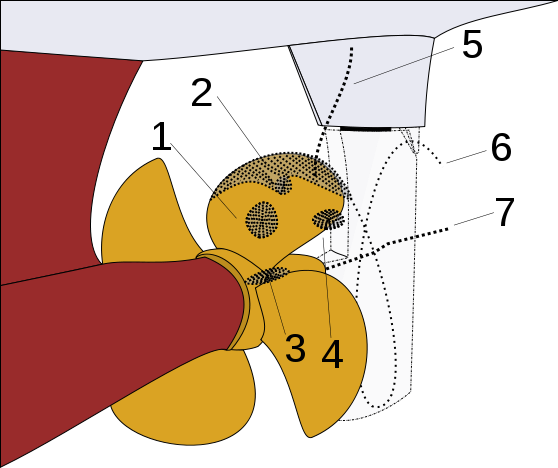
1.3.3-Corrosión-Cavitación
La corrosión por cavitación se produce cuando un elemento metálico en contacto con líquidos está sometido a vibración, o bien, el líquido circula a muy alta velocidad, por lo que debe considerarse un caso extremo de corrosión.
Este tipo de corrosión en buques se puede producir en turbinas, camisas de refrigeración o en la zona de la hélice y superficies colindantes principalmente, ya que por vibraciones de la hélice o por la alta velocidad del líquido en régimen turbulento se genera que una pequeña porción de líquido pase a estado vapor debido a una caída de presión inferior a su tensión de vapor.
Un daño por cavitación tiene un aspecto semejante a picaduras por corrosión, pero las zonas dañadas son más compactas y la superficie es más irregular en el caso de la cavitación. El daño por cavitación se atribuye parcialmente a efectos de desgaste mecánico. La corrosión interviene cuando el colapso de la burbuja destruye la película protectora con los pasos siguientes:
- Se forma una burbuja de cavitación sobre la película protectora
- El colapso de la burbuja causa la destrucción local de la película
- La superficie no protegida del metal está expuesta al medio corrosivo y se forma una nueva película por medio de una reacción de corrosión
- Se forma una nueva burbuja en el mismo lugar, debido al aumento de poder nucleante de la superficie irregular
- El colapso de la nueva burbuja destruye otra vez la película
- La película se forma de nuevo y el proceso se repite indefinidamente hasta formar huecos bastante profundos.

·Diferentes tipos de cavitación en hélices (Inglés) :
- Bubble cavitation
- Sheet cavitation
- Blade root cavitation
- Cloud cavitation
- Propeller hull cavitation
- Tip vortex cavitation
- Hub vortex cavitation

1.4-Corrosión Marina
La corrosión marina se aplica a todos aquellos materiales metálicos que se encuentran en contacto directo con el agua de mar, para analizar sus efectos cabe hablar de los siguientes factores que influyen directamente en ella.

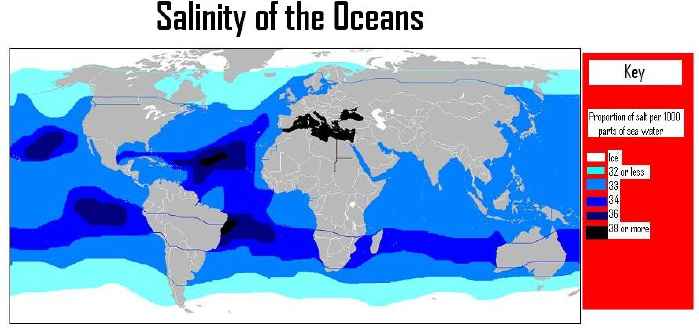
1.4.1-Efecto de la Salinidad
Los sales disueltos (NaCl principalmente) en el agua salada proporcionan una alta conductividad y un aumento de la solubilidad del O2. Los aniones Cl- pueden romper localmente películas pasivas generando fenómenos de corrosión por picadura. La corrosión por efecto de la salinidad puede suponer un 20% del total de pérdidas por corrosión.
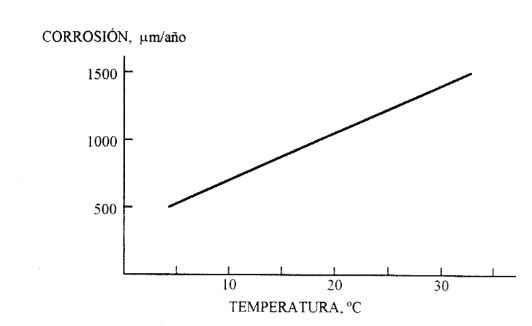
1.4.2-Efecto de la Temperatura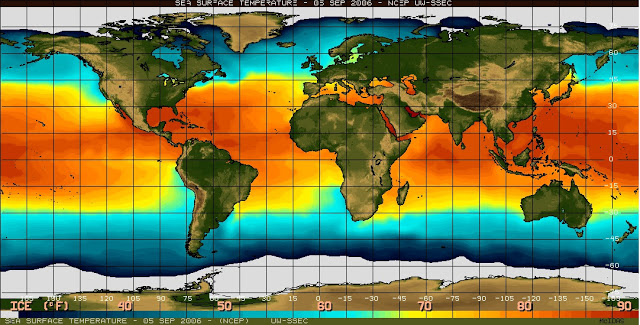

El aumento de la temperatura facilita el transporte por difusión del O2, este efecto se traduce en un aumento de la velocidad de corrosión. Otro punto a tener en cuenta es la mayor proliferación de microorganismos, en zonas de temperaturas cálidas.
1.4.3-Efecto de la Velocidad del Agua de Mar
Conforme aumenta la velocidad, aumenta la probabilidad de que aparezcan fenómenos de la corrosión−erosión por turbulencias que aceleran notablemente el proceso corrosivo.

1.4.4-Efecto de la Profundidad
La corrosión en el medio marino varía también en función de la profundidad a la que esté sumergido el metal.
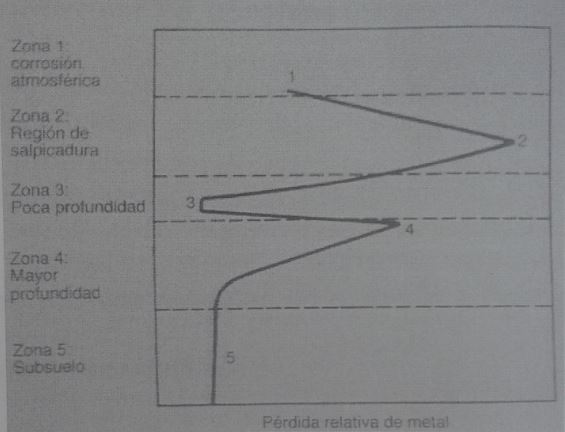
Como se aprecia en el gráfico, el punto de mayor corrosión es la zona denominada «Región de salpicadura», se localiza justo encima de la línea de agua. A partir del punto dos, a medida que aumentamos la profundidad, la cantidad de O2 disminuye hasta alcanzar un mínimo entre 200 y 1000m. A mayores profundidades se produce un máximo en la perdida relativa de metal debido a corrientes galvánicas y por la presencia de bacterias sulfato-reductoras y ferrobacterias anaeróbicas que oxidan compuestos de azufre originando ácido sulfurico. Una vez superado el punto 4 el fenómeno de polarización catódica aumenta y la corrosión disminuye hasta los 1500m. A partir de esta profundidad la perdida por corrosión es constante ya que la presencia de O2 es prácticamente nula.
Nota*: El valor medio de velocidad de corrosión de acero sumergido en agua de mar es de 0.12 – 0.15 mm/año
1.4.5-Efectos Biológicos
Cuando hablamos de efectos biológicos en el casco del buque nos referimos a las incrustaciones, estas son fijaciones de organismos de origen animal o vegetal sobre la superficie de materiales metálicos en contacto con agua de mar. Cuando un metal se sumerge en el medio marino durante un corto periodo de tiempo,el material se recubre de una «película biológica» compuesta de bacterias, algas unicelulares y protozoos. Esta película o velo biológico facilita la posterior fijación de los organismos que constituyen la incrustación.
Las incrustaciones aceleran la corrosión por aportar al medio sustancias agresivas y propiciado fenómenos de aireación diferencial.

2-Contaminantes
Cuando un buque se presenta en dique seco para llevar a cabo tareas de mantenimiento del casco hay que tener en cuenta que es necesario eliminar los contaminantes que puede tener adheridos el acero antes del pintado, estos contaminantes tienen diversas procedencias y pueden tener un doble efecto:
- Puede impedir el contacto entre pintura y el acero, limitando adherencia del recubrimiento y la vida útil del mismo, dando lugar a desconchamientos que dejarán zonas del acero al descubierto y derivando en corrosión prematura del casco.
- Algunos contaminantes pueden reaccionar químicamente con el acero aun después de aplicar la pintura, provocando corrosiones bajo el recubrimiento, con el resultado inevitable de desconchamiento de la pintura.
2.1-Polvo
Lo más importante a tener en cuenta en cuanto al polvo se refiere es la naturaleza del mismo.
Si el polvo es de naturaleza inerte, no reacciona con el acero, pero impide la correcta adherencia de la pintura, por lo que es necesario eliminarlo.Para eliminar el polvo que no se encuentra adherido, el método más empleado es la utilización de aspiradores industriales o el soplado con aire comprimido seco.
Nota*:Otros procedimientos empleados para eliminar otros contaminantes pueden servir para la eliminación del polvo, por lo que se suele emplear un mismo sistema de limpieza para eliminar varios contaminantes a la vez.
2.2-Humedad
La estructura al permanecer generalmente en la intemperie, puede acumular agua de lluvia o humedad derivada de la condensación nocturna, por ello se llevan a cabo una lista de precauciones a la hora de pintar que se mencionarán en siguientes puntos.
Es importante no pintar sobre superficies que superen el índice de humedad recomendado para el tipo de pintura que se vaya a emplear ya que puede interferir en el correcto secaje y formación de la película del recubrimiento.
2.3-Grasas
En múltiples ocasiones, se encuentran contaminantes grasos sobre las superficies del acero desnudo, la procedencia de aceites o grasas sobre las superficies pueden venir dadas de fábrica o por las tareas de construcción y mantenimiento en los propios astilleros.
Nota*:El aluminio o las planchas de acero ligero vienen recubiertas de una fina capa de aceite para evitar la oxidación
Los aceites y grasas minerales son los contaminantes más usuales procedentes de lubricantes, aceites de corte etc. Estos aceites suelen ser químicamente inertes y dificultan la adherencia de la pintura. Si la naturaleza del aceite es de origen animal o vegetal, se suma al inconveniente de la adherencia la probabilidad de reacción con el acero.
2.4-Poluciones Ambientales
Las características ambientales juegan un papel muy importante a la hora de las tareas de pintado, a tener en cuenta el polvo y sales en suspensión, el grado de humedad…etc Los polucionantes ambientales suelen ser de dos tipos:
- Productos ácidos: procedentes de la combustión de motores de vehículos, calderas…en función de la zona (urbana o industrial) será mayor o menor. Los polucionantes ácidos atacan el acero acelerando el proceso de corrosión, también pueden reaccionar químicamente con algunos recubrimientos.
- Productos salinos neutros: si el astillero o taller se encuentra en zona costera. Estos polucionantes aceleran el proceso de corrosión y perjudican la adhesión de algunos recubrimientos.
- Productos alcalinos: en ambientes específicos en los que se trabaje con sustancias alcalinas. Los productos alcalinos pueden reaccionar químicamente con algunos recubrimientos deteriorándolos, además disminuye la adherencia.
El método más empleado para eliminar los polucionantes ambientales es el chorreado con agua dulce a presión.
2.5-Cascarilla de Laminación (Calamina)
Como es lógico cualquier imperfección como sería la cascarilla de laminación o calamina deberá eliminarse antes del proceso de pintado para mejorar la adhesión de la pintura y evitar burbujas de aire o salientes que faciliten la oxidación del material o el posterior desprendimiento de la calamina incluyendo la pintura adherida a la misma.
Los métodos empleados para la eliminación de cascarilla de laminación son:
- Dejar el casco a la intemperie el tiempo necesario para que el acero se vaya corroyendo y la calamina se desprenda en su totalidad.
- Chorreado abrasivo, es el método más empleado dada su eficacia y rapidez para eliminar la cascarilla en grandes superficies.
- Descapado químico con ácidos.
2.6-Herrumbre
La herrumbre suele ser el resultado de la utilización del primer método mencionado en el punto anterior, cuando el casco de un buque se deja a la intemperie durante el tiempo suficiente, el acero se corroe y genera subproductos constituidos por óxidos e hidróxidos de hierro que se acumulan formando una película poco compacta,porosa y mal adherida al casco, estos subproductos se les denomina como herrumbre.
Antes de aplicar cualquier pintura es necesario eliminar toda la capa de herrumbre para favorecer la homogeneidad y buena adhesión de la pintura al casco.
2.7-Pintura Vieja
Los restos de pintura vieja no son un contaminante propiamente dicho, pero se incluye en esta categoría dada la necesidad de su eliminación previa al proceso de pintado.
Las pinturas viejas acumulan polvo, humedad, grasas y aceites, etc. Por ello es necesaria una buena preparación de la superficie eliminándola lo mejor posible. En muchas ocasiones es necesario llevar a cabo tareas de rascado y lijado de las superficies para matar el brillo de la pintura vieja y darle cierta rugosidad para así, asegurar la adherencia de la pintura nueva.
Las zonas de acero corroído se limpiarán como si fueran de acero desnudo, mientras que las que presentan pintura vieja medio desconchada, con corrosión bajo película, etc, se tratarán limpiando las corrosiones y puntos de óxido hasta dejar sólo, fragmentos de pintura íntegra y bien adherida al acero.
3-Preparación de la Superficie del Buque para el Pintado
Como se ha visto en el punto anterior, el casco de un buque y en general el resto de la estructura, contiene numerosos contaminantes que son de obligada eliminación antes del proceso de pintado. A continuación se desarrollarán los métodos empleados para la eliminación de dichos contaminantes.
3.1-Aplicación de Disolventes (Desengrasado)
Para la eliminación de aceites y grasas en grandes estructuras o superficies es mediante el empleo de detergentes, disolventes, emulsiones, limpiezas a vapor o cualquier producto que implique una acción de limpieza.
Normalmente se aplican productos detergentes directamente sobre la superficie a limpiar sin diluir o con un grado de dilución recomendado por el fabricante, esto favorece un efecto emulsionante sobre los productos grasos que después son eliminados con facilidad con un lavado de agua dulce a presión (^10-20Kg/cm^2)
Nota*: Cuando se utilicen disolventes orgánicos, se deberá tener en cuenta la capacidad de estos para disolver grasa, también deberán tenerse en cuenta que son inflamables y generalmente peligrosos para la salud por lo que deberá tenerse especialmente en cuenta a la hora de trabajar con ellos en espacios cerrados.
Puedes leer más sobre espacios cerrados aquí: Espacios Cerrados o Confinados
La aplicación de disolventes y detergentes en grandes superficies se aplican por medio de grandes cepillos o pulverizándolos. Después de un cierto periodo de acción (suele especificarlo el fabricante) se procede a la eliminación de la mezcla de detergente y grasa emulsionada por medio del barrido de agua dulce anteriormente mencionado (también puede emplearse vapor de agua para estos barridos).
Notas*:
- Cuando la superficie a desengrasar es una superficie pintada, deberá tenerse en cuenta que el detergente no reaccione con la pintura para evitar la degradación de la misma.
- Los residuos de detergentes y grasas deberán ser eliminados por completo, para comprobarlo, se puede arrojar una pequeña cantidad de agua sobre la superficie afectada, si esta se extiende en forma de película continua está limpia, si todavía hay aceite o grasa, el agua se contraerá en forma de gotas.
3.2-Exposición a la Intemperie para eliminar Cascarilla
Antiguamente, antes de desarrollarse sistemas avanzados de eliminación de cascarilla, lo usual era almacenar las planchas de hierro o en este caso el casco del buque durante un periodo de tiempo en dique seco al aire libre. Durante la construcción de un buque, este pasaba entre 6 y 12 meses expuesto a la intemperie de los ambientes corrosivos de las zonas costeras, esto aceleraba el proceso de oxidación y la cascarilla de laminación acababa desprendiéndose sola dejando la superficie del acero completa y uniformemente corroída antes de aplicar cualquier tipo de pintura.
Después de una exposición directa y descascarillado mediante este método, es necesario eliminar los residuos de cascarilla y óxido por medio de limpieza mecánica o chorreado.
Inconvenientes:
- Este sistema no se suele aplicar por el tiempo necesario (al menos 6 meses) para que sea eficaz.
- En las zonas costeras, las partículas de sal contenidas en el ambiente pueden contaminar las planchas de acero(por su caracter higroscópico), si el óxido y cascarilla no es eliminado de forma total, la duración de las pinturas aplicadas se verá reducida en gran medida.
3.3-Preparación Mecánica
La preparación mecánica puede dividirse en varias categorías:
- Limpieza a mano: engloba todas las primeras herramientas utilizadas para la preparación de superficies de acero, entre ellas se encuentran: piquetas, rasquetas, cinceles, martillos, cepillos, etc.

La limpieza manual se define como un método de preparación de superficies metálicas para eliminar el óxido suelto, cascarillas de laminación y restos de pintura mal adherida mediante el rasqueteado,cepillado, lijado o con cualquier herramienta de uso manual, bien de forma individual o combinando varias.

La limpieza manual es una operación lenta y que requiere mucho trabajo, por ello solo se recomienda para zonas limitadas o inaccesibles para herramientas mecánicas.
Herramientas más utilizadas:
- Cepillos: Son de madera con cerdas de alambre de acero, pueden tener mango o no.
- Rasquetas: Se trata de hojas de material duro y con un filo cortante, montadas al extremo de un mango, que accionadas manualmente permiten eliminar costras e incrustaciones.
- Piquetas: Cuando las costras de herrumbre son muy voluminosas o de gran dureza, se suele utilizar piquetas manuales en forma de martillos puntiagudos.
Notas*:
- La limpieza manual debe ser precedida siempre por un desengrase de la superficie a limpiar.
- Los restos desprendidos deberán ser retirados por medio de aire comprimido o por barrido con un cepillo suave.
- Limpieza Mecánica: se define como un método para la preparación de superficies metálicas que vayan a ser pintadas por eliminación de la costra de laminación suelta, óxido y restos de pinturas mal adheridos.
Las herramientas utilizadas son las herramientas manuales desarrolladas con ayuda de tecnología (Neumática,electricidad…); por ejemplo las piquetas mecánicas, cepillos rotatorios de alambres y discos abrasivos, etc.

Piqueta de agujas
Nota*:
Las piquetas de agujas son instrumentos movidos por aire o eléctricamente que tiene agujas o púas metálicas duras y rígidas que rompen la corrosión.

Lijadora neumática
Estos dispositivos proporcionan un mayor grado de limpieza en un tiempo menor, aunque es más cara que otros sistemas como el chorreado, por ello este método se emplea en zonas locales, o para la eliminación de puntos de óxidos o cordones de soldadura.
La limpieza mecánica debe alcanzar un acabado superficial igual a St3 en la escala Sueca de preparación de superficies (Punto 3.7). Este grado de preparación se logrará con una limpieza muy cuidadosa por medio de lijadoras y cepillos mecánicos trabajando en dos direcciones a ángulos rectos seguida de una retirada de los residuos.
Nota*:
- Grados menores al St3 no son admisibles para metales o partes sumergidas y tanques, ya que no aseguran una suficiente durabilidad de las de pintura.
- Una vez realizada la limpieza mecánica, la primera capa de pintura deberá aplicarse lo antes posible, antes de que aparezcan nuevas señales de oxidación en la superficie tratada.
- Los materiales empleados varían en función del presupuesto; se emplean tejidos de Nylon impregnados en abrasivos, agujas a base de elastómeros o discos provistos de lengüetas que llevan esferas de carburo de Wolframio.
3.4-Chorreado Húmedo
El chorreado es un método que hace uso de la acción erosiva de un chorro de partículas sobre una superficie metálica en este caso. El chorreado eliminará todo tipo de impurezas, cascarilla, óxido y capas de pintura vieja de manera efectiva.
Este proceso es el más utilizado dadas sus ventajas y la adaptación para casos específicos de limpieza, el chorreado se clasifica según la extensión a limpiar:
- Chorreo por zonas «Spot Blasting»:
Es el chorreo que se emplea principalmente en el casco exterior de os buques y que proporciona un acabado superficial según los grados definidos en la norma Sueca.
- Chorreo total:
Cuando se chorrean grandes áreas, se pueden encontrar diferentes situaciones de corrosión o de defectos en la pintura existente. Ciertas zonas de la superficie pueden presenta una corrosión ligera y pueden alcanzarse grados de acabado superficial de Sa 2 (1/2) según la norma Sueca, mientras que otras zonas de corrosión más severa, en la práctica es probable que no se consiga.
Es primordial retirar el polvo y residuos que hayan podido quedar adheridas a la superficie antes del proceso de pintado, si el chorreado se produce a la intemperie, los residuos se pueden soplar con el propio aire del equipo de chorreo. En zonas cerradas como tanques o bodegas, se emplea un sistema de aspiración.
Nota*: El abrasivo más efectivo para el acero afectado por corrosión es la escoria de mineral con un tamaño de 0.3 – 1.5 mm.
Dentro de los conceptos más empleados en el chorreado de superficie, se debe tener en cuenta el barrido «Sweeping».
El barrido es el tratamiento de la superficie mediante una pasada o barrido del chorro abrasivo, su efectividad dependerá de la naturaleza y la condición de la superficie, del tipo y tamaño del abrasivo y de la habilidad del operario.
El barrido se puede clasificar en :
- Barrido ligero: es un barrido rápido de la superficie, este eliminará la contaminación, pintura suelta y oxidaciones ligeras.
- Barrido fuerte: es un barrido más intenso que elimina contaminación y todas las capas de óxido y pintura hasta llegar al «shop-primer».
3.4.1-Con Agua a Presión
El chorreado de agua también denominado «Hydroblasting», consiste en la proyección de un chorro de agua a muy alta presión (entre 410 y 3500 Kg/cm^2) a través de una pequeña boquilla plana que deja la superficie limpia de pintura.
Con este método, se pueden conseguir grados de limpieza equivalentes al Sa 2 – Sa 2 (1/2), con el inconveniente de que se produce una oxidación prematura después del secado (para evitar esto, se emplean inhibidores de la corrosión).
La limpieza con agua a presión es el método más extendido para la eliminación de las incrustaciones biológicas y vegetal, en los astilleros se emplea una presión que oscila entre 120 y 200 Kg/cm^2. Si las incrustaciones son calcáreas, se puede necesitar mayor presión de trabajo u otros métodos de limpieza como los mencionados en el punto «limpieza mecánica».
Nota*: Para conseguir mayor eficacia de limpieza, se puede combinar con la utilización de agentes detergentes para eliminar también grasas y aceites de las zonas contaminadas.
3.4.2-Con abrasivo Húmedo
El chorreado con abrasivo húmedo también llamado «Slury Blasting» a diferencia del chorreado con agua, emplea materiales abrasivos al agua a presión, normalmente se trata de arena que se inyecta dentro del chorro de agua.
Este método se suele emplear normalmente para eliminar capas de pintura bien adherida y la costra de corrosión con muy buenos resultados.
Nota*:
- Las presiones de trabajo están limitadas en torno 210 Kg/cm^2.
- Mediante un ajuste de la presión y una elección adecuada del abrasivo, los resultados obtenidos pueden ser más que satisfactorios, siendo capaz de eliminar la capa antiincrustante sin dañar el sistema anticorrosivo.
Los abrasivos son la parte más importante a tener en cuenta de acuerdo con el estado de la superficie a limpiar, el material o el grado de acabado desead.
Hay una serie de factores que determinan la elección del abrasivo como son:
- Tamaño de la partícula y distribución granulométrica
- Dureza (Deberá ser superior a la del material a chorrear)
- Resistencia a la rotura
- Forma de la partícula
3.5-Tipos de Abrasivos
Los abrasivos se clasifican según su naturaleza química:
- Abrasivos Metálicos: Tienen una larga vida de servicio ya que se pueden reutilizar por su gran resistencia a rotura o antes de que su diámetro se reduzca lo suficiente como para ser descartado para chorreado.
El coste de los abrasivos metálicos en comparación con otros abrasivos como los minerales por lo que se emplean en instalaciones donde se pueda recoger y reutilizar.Los abrasivos metálicos pueden subdividirse según la forma de la partícula en:
- Perdigones («Shot»): Partículas prácticamente esféricas y sólidas. Son menos eficaces para la limpieza general, pero para romper las costras de calamina medio sueltas es válido si se aumenta la presión de impacto. Ej: Granalla de acero esférica.


Granalla de acero esférica
- Granalla («Grit»): Partículas angulares que muestran una buena granulometría y no tienen redondeces. Es eficaz contra la limpieza general dando una gran rugosidad.[


Granalla de acero angular
- Alambre troceado («Cut Wire»):Partículas cilíndricas de aproximadamente igual longitud que diámetro, la tendencia del alambre es transformarse de una forma cilíndrica a una más esférica con el uso.
Los abrasivos metálicos más empleados son:
- Cortes de alambre troceado de acero
- Perdigones de acero
- Granalla angular de acero
- Perdigones de hierro colado
- Granalla de hierro colado
- Abrasivos Minerales: Su coste es menor que los metálicos. Las partículas tienen formas irregulares y angulares, en cuanto a la vida útil, es corta por lo que generalmente no son reutilizables después del primer chorreado. Los abrasivos minerales más comunes empleados son:
- Arena de sílice: es el más utilizado debido a su fácil obtención y su coste.
- Partículas angulares de óxido de aluminio de silicio: se emplean generalmente en talleres, son más caros, más duros y pueden reutilizarse.
- Escorias: Son partículas angulares de escoria de cobre y de plomo. Son relativamente baratos y generan menos polvo que la arena. No son reutilizables.
- Abrasivos Sintéticos: No son abrasivos metálicos, aunque tienen propiedades similares, con la ventaja de que estos no se oxidan, son muy duros, muy cortantes y a penas producen polvo. Su precio es elevado pero pueden reutilizarse.
*Artículo relacionado: Tratamiento de superficies: Procedimiento experimental para granallar
3.6-Rugosidad de la Superficie
La rugosidad es una propiedad muy importante para conseguir la adherencia adecuada entre la superficie del acero y el recubrimiento, esta depende de dos factores:
- La limpieza de la superficie: La superficie debe estar limpia de cualquier contaminante como se ha repetido en los puntos anteriores con motivo de mejorar la adherencia de pintura y superficie dando garantía de durabilidad.
- La rugosidad superficial: Si la superficie fuese totalmente lisa, la capa de pintura se desprendería con facilidad ya que las fuerzas de atracción molecular son menores que una superficie con cierta rugosidad.
Debido a estos factores, es de vital importancia la preparación de la superficie en cuanto a la rugosidad, para ello se emplean métodos que impriman cierta rugosidad en la superficie.
La técnica de chorreado imprime cierta rugosidad, que si se observa de cerca, presenta una sucesión de crestas y valles denominado «perfil de rugosidad», este perfil se calcula entre la diferencia de altura entre la cresta y el valle depende del tipo de abrasivo utilizado, el tiempo de chorreado y las condiciones de trabajo.
Es importante controlar la rugosidad por el exceso de consumo que puede representar una superficie rugosa en exceso.
Existen varias maneras de medir la rugosidad, la mayoría de ellas en laboratorio. En la práctica el método más empleado es el de la comparación visual y táctil de la superficie con el denominado «rugotest», una serie de placas de distintas rugosidades como se aprecia en la siguiente imagen.
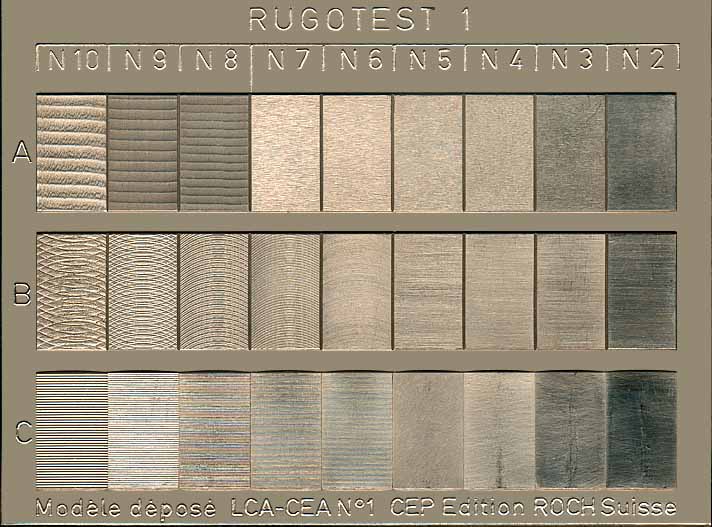
Nota:
- Las letras A,B,C (eje Y) indican si se trata de granalla esférica, granalla angular o abrasivo
- La nomenclatura N «n» (eje X) indica las micras, cuanto más bajo sea «n» menor será la rugosidad
3.7- Acabado Superficial
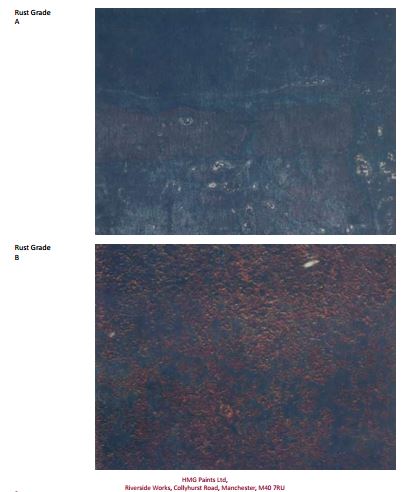
El acabado superficial se estipula según una serie de normas, las más empleadas a nivel mundial son las publicadas por el Instituto Sueco de Corrosión denominadas «Swedish Standards Institute SIS 05 59 00 – Pictorial Surface Preparation Standards for Painting Steel Surfaces, (ISO 8501-1:1998)»
La norma muestra una serie de fotografías de varios grados de acabado superficial del acero, mediante rascado, cepillado o chorreado abrasivo.
Pdf: swedish-standards-institute-sis-05-59-00
Nota:
- Los grados de rascado y cepillado se identifican con la nomenclatura St
- Los grados de chorreado se identifican con la nomenclatura Sa
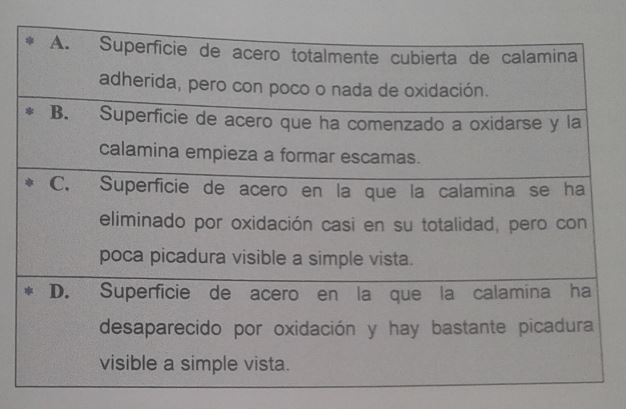
Las normas Suecas denotan 4 grados para designar la condición inicial del material, aplicables a acero desnudo o con óxido:
Las normas ISO denotan 7 grados de preparación manual de la superficie:
- ISO-St: Limpieza manual o mecánica
- ISO-St2: Limpieza manual o mecánica profunda
- ISO-St3: Limpieza manual o mecánica muy profunda
- ISO-Sa: Chorreado
- ISO-Sa1: Chorreado ligero
- ISO-Sa2: Chorreado profundo
- ISO-Sa2 1/2 :Chorreado muy profundo
- ISO-Sa3: Chorreado hasta que el acero esté visiblemente limpio
3.8-Limpieza de superficie por Llama
Este método consiste en pasar una llama oxiacetilénica por la superficie a tratar, el principio en el que se basa este método de limpieza es la diferencia de coeficiente de dilatación del acero y de la costra de laminación. Debido a esta diferencia, la costra se desprende dejando el acero limpio al descubierto. Después de este proceso, la superficie debe ser cepillada y se debe limpiar de restos contaminantes previo pintado.
Este sistema no suele emplearse en el sector de la construcción naval por ser excesivamente caro y no tan eficaz como otros métodos más asequibles y económicos.

3.9-Limpieza por Ácidos
Como se puede intuir por el propio enunciado, este método consiste en la eliminación del óxido y cascarilla de laminación del acero por medio de ácidos. A la hora de emplear ácidos para el tratamiento de superficies, se debe tener especial cuidado, ya que estos también atacan al acero, por ello se emplean inhibidores después de aplicar el ácido sobre la superficie a tratar. Después de aplicar el inhibidor, la superficie deberá lavarse con agua dulce para eliminar los residuos de ácidos y cascarilla.
La limpieza por ácidos proporciona una superficie limpia con un acabado bastante liso, lo que no supone una buena adhesión de la pintura.
Este sistema no se suele emplear en la construcción naval ya que es necesario sumergir el metal en baños químicos que por dimensiones de la enorme estructura del casco, es poco viable.
Los métodos más empleados en limpieza de superficie por ácido son:
- Método del ácido sulfúrico/ ácido fosfórico:
- Limpieza en una solución de ácido sulfúrico al 5-25% a 50-60 ºC (La concentración variará en función de las condiciones del metal a tratar)
- Enjuague en agua dulce a 60-65 ºC.
- Pasivación del metal en una solución de ácido fosfórico al 2% y a 80-90 ºC
- Método del ácido hidroclórico / ácido fosfórico
- Limpieza en una solución de ácido sulfúrico del 15% a la temperatura ambiente
- Enjuague en agua dulce a 60-65 ºC
- Pasivación del metal en una solución de ácido fosfórico al 2% y 80-90 ºC
- Método del ácido fosfórico / ácido fosfórico
- Limpieza en una solución de ácido fosfórico al 10-20% y a 60-85 ºC
- Pasivación del metal en una solución de ácido fosfórico al 2% y a 80-90 ºC
4-Bibliografía:
- www.blog.utp.edu.co
- Departamento de Mantenimiento de ETSNM de A Coruña
- Propuestas anticorrosivas en el diseño de un buque en aguas del mar del norte. (TFG) ETSNM de A Coruña
Autor: Pablo Villamarín Cao - Tratamiento anticorrosivo del acero en ambientes marinos mediante pinturas.(TFG) ETSNM de A Coruña
Autor:Pablo Bermejo Apellaniz. - El sistema propulsivo del buque: Las hélices marinas y el efecto de la cavitación.(TFG) FN de Barcelona
Autor: Rubén Heras Zurita - www.bibliotecadigital.ilce.edu.mx/ [La Corrosión Inducida por Contaminación del Agua]
Autor: Roberto García Soutullo


Reblogueó esto en tomtom_maxy comentado:
Estupendo y exhaustivo trabajo.
Muchas gracias ;)
excelente trabajo, saludos
Necesito informacion, para un metodo de preparacion de superfies(quitar el sarro)sin hacer ruido que tanto molesta.
para una planta generadora de energia electrica.
Danilo, Aunque la pregunta se la haces al amigo Roberto García, te puedo apoyar en ese tema. Existen métodos para prevenir la formación de ese sarro del cual haces mención, los detalles te los puedo dar por correo ya que es un tema muy extenso. Escríbeme a lopezjrx@pdvsa.com o a mi correo personal lopezjrx@gmail.com
EXCELENTE ARTICULO, PODRIAS PUBLICAR MAS RELACIONADOS CON EL SISTEMA VIDEOTEL, SALUDOS
ESTIMADOS SEÑORES: DESEAMOS REALIZAR LA LIMPIEZA DE ESTRUCTURAS METÁLICAS, PAREDES DE MATERIAL NOBLE Y PAREDES DE POLICARBONATO QUE ESTÁN IMPREGNADAS CON POLVILLO DE PLOMO. ¿QUÉ EQUIPOS, PRODUCTOS Y PROCEDIMIENTOS DE TRABAJO NOS RECOMIENDAN?. GRACIAS
Buenas días y en agua dulce o el ámbito fluvial, cuanto se desgasta la plancha de acero en el agua por año, y que norma lo especifica. Saludos
Excelente trabajo. Bien explícito los comentarios, fácil de entender y mucha utilidad
Excelente trabajo ya que entendible. Muchas gracias por la información suministrada es de micha para los estudiantes.